Using the example of flow and filling level control you are familiar with from the small-scale experimental modules, there now follows an explanation of the essential fundamentals of the theory of flow. Both closed control loops start from the premise of one fluid flow (water throughput), whereby flow q and pressure p represent the characteristic process parameters. Here, it should be noted that in the relevant literature on pump function and pump design, the term ’output flow’ is often used instead of flow rate.
The object of the exercise now is to realise a corresponding flow rate or output flow for the respective specifications. In process technology, centrifugal pumps (also adjustable) and control valves are primarily used for this purpose.
Picture 1 initially provides a more detailed account of the design and configuration of the centrifugal pump.
Picture 1: Design of a centrifugal pump (front and side view)
The most important characteristic of the centrifugal pump is the unclosed pump chamber, whereby the fluid is sucked into the pump housing, accelerated by the rotating impeller and due to the available centrifugal force forced through the outlet opening again. This creates a pressure difference between the pump inlet and outlet, whereby a vacuum is created on the pump input side as a result of the outward flow of the fluid from the impeller axis. Consequently, if for instance the pump draws in fluid from a container at a lower level, the lift is limited by the difference between the container vacuum and achievable vacuum.
If a vacuum is created on the pump input side, which is less than the so-called vapour pressure of the fluid, this results in evaporation, so that when the created gas bubbles are imploded this may lead to damage of the impeller in areas of higher pressure. This phenomenon is known as cavitation.
Moreover, the constructional design of a centrifugal pump means, that it cannot be closed off. With excessive reverse pressure, this leads to an opposing flow. To prevent this, a non-return valve is to be fitted in the pipe downstream of the pump, which only opens if there is a delivery pressure.
However, a centrifugal pump is also able to operate for a shorter period of time against a closed valve (shut-off valve) without overloading or damaging the drive unit. In the case of large centrifugal pumps, it is necessary to keep the shut-off valve closed during start-up and shut-down.
Furthermore, the centrifugal pump is characterised by the so-called Pump characteristic curve. This indicates the correlation between output flow and delivery pressure at a constant speed. With increasing output flow, a rising pressure drop is created on the internal flow resistance of the pump housing and guide blade. In an ideal case, the delivery pressure of the pump will be ∆p, whereby applies:
∆p = ∆p0 − ki * q^2
∆p – Delivery pressure;
∆p0 – Maximum delivery pressure (at Q=0);
ki – Fluidic constant of pump;
q – Output flow.
As an addition,
Picture 2 illustrates the equivalent electrical circuit diagram of a centrifugal pump and should be regarded in this sense as a reference to possible similar considerations, which will however not be dealt with in this context.
Picture 2: Equivalent electrical circuit diagram of a centrifugal pump
ps – Pressure on pump suction side/vacuum;
pD – Pressure on pump delivery side/excess pressure;
∆pi – Pressure drop subject to internal resistence of pump;
∆p = ∆po - ∆pi - corresponds to differential pressure between pump output and input side.
Very often the delivery pressure ∆p, the delivery head h in relation to a specific fluid, is often specified as a typical pump parameter as an alternative to delivery pressure, e. g. example for water (density p = 1 g/cm3), the delivery head is calculated as:
h = ∆p/(ρ * g)
This is how corresponding characteristic curves are obtained for different speeds (
Picture 3) and the fundamentals of the efficiency factor of a centrifugal pump can be discussed.
Picture 3: Qualitative representation of pump and efficiency characteristic curves
With an output flow of zero (point A in
Picture 3), i.e. the pump is operated against a closed valve or the static differential pressure in a pipeline is identical to the delivery pressure, this results in a situation where, although the pump is working, no fluid is transported. This means that efficiency is 0 and the energy consumed is converted into heat in the pump housing. However, over an extended period and with insufficient cooling, this may lead to pump damage, whereby this working point can no longer be maintained over an extended period.
Once the output flow has increased, the pump reaches its maximum efficiency (point B) at a working point. If the output flow further increases (point C), the recorded drive capacity increases, which leads to a deterioration in efficiency in the case of a squared degressive delivery pressure. The increase in power consumption may lead to overloading of the drive motor. This is why a predetermined output flow must not be exceeded. If you now assume the task of selecting a centrifugal pump, this process of selection can be conducted along the lines of a relatively simple procedure.
First of all, differentation must be made between two types of pump application. In the first case, the pump is used as a pressure increase facility to maintain the flow (of the output flow) in a pipe, whereby the pump operates at a constant speed. In the second case, the pump is used as a throughput regulating element, whereby its speed is used as a correcting variable.
Picture 4 deals with the first case, i.e. the pump operates at a constant speed. In addition, the steady-state characteristic curve of the pump and system (system section) are entered in a diagram (
Picture 4) and the planned working point of the pump defined at the point of intersection of the pump characteristic curve and system curve. Furthermore, the efficiency of the pump is also used to determine the working point (the nominal ratios) (
Picture 5).
Picture 4: Selection of a centrifugal pump with the help of the steady-state characteristic curve of system section and pump (qo – delivery rate within working point)
Picture 5: Efficiency of centrifugal pump in relation to delivery rate (q0 – delivery rate within working point)
This means that apart from defining the working point of the centrifugal pump (output flow q0) at the intersection of the above characteristic curves, it is also necessary to take into account the maximum efficiency as a specification for the output flow q0. Depending on the pump selection available, it is often not possible to avoid a compromise in the sense of deviations from ηmax.
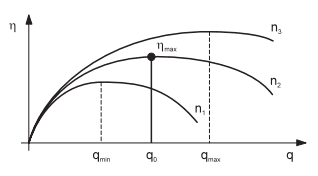
In the case of the centrifugal pump with variable speed, the basic requirement – definition of qmin and qmax – must be met to begin with (in accordance with corresponding process technological specifications) (
Picture 6).
Picture 6: Characteristics of a pump with variable speed range (q0 – Delivery rate within working point)
Furthermore, the speed range /control range (speeds n
1 to n
3) of the pump to be selected are to be defined. To this end, the characteristic curves shown in Picture 6 illustrate, that any volumetric delivery can be achieved by varying the speeds of the centrifugal pump. As far as the optimum pump selection is concerned, one should again aim for a pump speed to be effective in the working point (output flow q
0), which also represents the best possible efficiency for the output flow q
0. The required efficiency ηmax in this case is also available in the form of a characteristics field (
Picture 7) whereby, as already explained, a compromise to a certain extent is unavoidable, since the intersection of the pump characteristic curve (speed at working point – e. g. n
2) and system characteristic curve do not always ensure the most optimum efficiency ηmax (see
Picture 7).
Picture 7: Efficiency characteristics of a centrifugal pump in relation to the delivery rate (q0 – Delivery rate within working point)
Based on a summary of the above mentioned descriptions, the following schematic drawing on
Picture 8 is obtained for the pump selection.
Picture 8: Selection of a centrifugal pump