Rogers Ratio Method of DGA is an additional tool that may be used to look at dissolved gases in transformer oil. Rogers Ratio Method compares quantities of different key gases by dividing one into the other. This gives a ratio of the amount of one key gas to another. By looking at the Gas Generation Chart (Picture 1 in Sampling Intervals and Recommended Actions), you can see that, at certain temperatures, one gas will be generated more than another gas. Rogers used these relationships and determined that if a certain ratio existed, then a specific temperature had been reached. By comparing a large number of transformers with similar gas ratios and data collected when the transformers were examined, Rogers then could then say that certain faults were present. Like the key gas analysis above, this method is not a “sure thing” and is only an additional tool to use in analyzing transformer problems. Rogers Ratio Method, using three-key gas ratios, is based on earlier work by Doerneburg, who used five-key gas ratios. Ratio methods are only valid if a significant amount of the gases used in the ratio is present. A good rule is:
Never make a decision based only on a ratio if either of the two gases used in a ratio is less than 10 times the amount the gas chromatograph can detect.
This rule makes sure that instrument inaccuracies have little effect on the ratios. If either of the gases are lower than 10 times the detection limit, most likely you do not have the particular problem that this ratio represents. If the gases are not at least 10 times these limits does not mean you cannot use the Rogers Ratios, it means that the results are not as certain as if the gases were at least at these levels. This is another reminder that DGAs are not an exact science and there there is no “one best, easy way” to analyze transformer problems. Approximate detection limits are as follows, depending on the lab and equipment (Picture 1).

Picture 1: Dissolved Gas Analysis Detection Limits
When a fault occurs inside a transformer, there is no problem with minimum gas amounts at which the ratio is valid. There will be more than enough gas present. If a transformer has been operating normally for some time and a DGA shows a sudden increase in the amount of gas, first take a second sample to verify that there is a problem. If the next DGA shows gases to be more in line with prior DGAs, the earlier oil sample was contaminated, and there is no further cause for concern. If the second sample also shows increases in gases, the problem is real. To apply Ratio Methods, subtract gases that were present prior to sudden gas increases. This takes out gases that have been previously generated due to normal aging and from prior problems. This is especially true for ratios using H2 and the cellulose insulation gases CO and CO2, which are generated by normal aging.
Rogers Ratio Method Uses the Following Three Ratios:
C2H2/C2H4, CH4/H2, C2H4/C2H6
These ratios and the resultant fault indications are based on large numbers of DGAs and transformer failures and what was discovered after the failures. There are other ratio methods, but only the Rogers Ratio Method will be discussed since it is the one most commonly used. The method description is paraphrased from Rogers’ original paper and from IEC 60599.
Ethylene and ethane are sometimes called “hot metal gases.” Notice that this fault does not involve paper insulation, because CO is very low. H2 and C2H2 are both less than 10 times the detection limit. This means the diagnosis does not have a 100% confidence level of being correct. However, due to the high ethylene, the fault is probably a bad connection where an incoming lead is bolted to a winding lead, perhaps bad tap changer contacts, or additional core ground (large circulating currents in the tank and core). This example was chosen to show a transformer that was not a “clear cut” diagnosis. Engineering judgment is always required. A small quantity of acetylene is present—just above the detection limit of 1 ppm. This is not high energy arcing due to the small amount. More likely, it has been produced by a one-time, nearby lightning strike or a voltage surge.
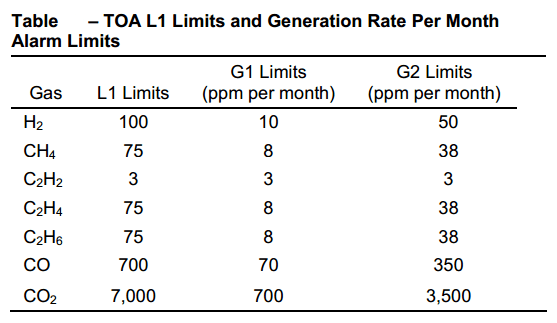
CAUTION: Rogers Ratio Method is for fault analyzing, not for fault detection. You must have already decided that you have a problem from the total amount of gas (using IEEE limits) or increased gas generation rates. Rogers Ratios will only give you an indication of what the problem is, it cannot tell you whether or not you have a problem. If you already suspect a problem, based on total combustible gas levels or increased rate-of-generation, then you normally already will have enough gas for this method to work. A good system to determine whether you have a problem is to use table in the Key Gas Method. If two or more of the key gases are in Condition 2 and the gas generation is at least 10% per month of the L1 limit, you have a problem. Also, for the diagnosis to be valid, gases used in ratios should be at least 10 times the detection limits given earlier. The more gas you have, the more likely the Rogers Ratio Method will give a valid diagnosis. The reverse is also true, the less gas you have, the less likely the diagnosis will be valid. If a gas used in the denominator of any ratio is zero, or is shown in the DGA as not detected, use the detection limit of that particular gas as the denominator. This gives a reasonable ratio to use in diagnostic table shown on Picture 2. Zero codes mean that you do not have a problem in this area.
Example 1
Example of a Transformer DGA:
Parts per Million:
Hydrogen (H2) = 9
Methane (CH4) = 60
Ethane (C2H6) = 53
Ethylene (C2H4) = 368
Acetylene (C2H2) = 3
Carbon Monoxide (CO) = 7
Carbon Dioxide (CO2) = 361
Nitrogen (N2) = 86,027
Oxygen (O2) = 1,177
TDCG = 500

Picture 2: Rogers Ratios for Key Gases
Notes:
1. There will be a tendency for ratio C2H2/C2H4 to rise from 0.1 to above 3 and the ratio C2H4/C2H6 to rise from 1-3 to above 3 as the spark increases in intensity. The code at the beginning stage will then be 1 0 1.
2. These gases come mainly from the decomposition of the cellulose which explains the zeros in this code.
3. This fault condition is normally indicated by increasing gas concentrations. CH4/H2 is normally about 1; the actual value above or below 1 is dependent on many factors, such as the oil preservation system (conservator, N2 blanket, etc.), the oil temperature, and oil quality.
4. Increasing values of C2H2 (more than trace amounts) generally indicate a hot spot higher than 700 °C. This generally indicates arcing in the transformer. If acetylene is increasing, and especially if the generation rate is increasing, the transformer should be de-energized. Further operation is extremely hazardous.
General Remarks:
1. Values quoted for ratios should be regarded as typical (not absolute). This means that the ratio numbers are not “carved in stone” There may be transformers with the same problems whose ratio numbers fall outside the ratios shown at the top of the table.
2. Combinations of ratios not included in the above codes may occur in the field. If this occurs, the Rogers Ratio Method will not work for analyzing these cases.
3. Transformers with on-load tap changers may indicate faults of code type 2 0 2 or 1 0 2 depending on the amount of oil interchange between the tap changer tank and the main tank.

Picture 3: Rogers Ratio Code
This code combination (Picture 3) is Case 8 in table on Picture 2 which indicates that this transformer has a thermal fault hotter than 700 ˚C.
Example 2

Picture 4: DGA Table Example and Rogers Ratio Analysis
Notice that methane is increasing slowly, but ethane had a large increase between samples 1 and 2 but did not increase between samples 2 and 3. Note that two key gases (CH2 and C2H6) are above IEEE Condition 1, so the Rogers Ratio Method is valid. By referring to table on Picture 2, this combination of codes is Case 6, which indicates the transformer has a thermal fault in the temperature range of 150 ºC to 300 ºC.
Life history of the transformer must be examined carefully. It is, again, very important to keep accurate records of every transformer. This information is invaluable when it becomes necessary to do an evaluation. The transformer in this example is one of three sister transformers that have had increased cooling installed and are running higher loads due to a generator upgrade. Transformer sound level (hum) is markedly higher than for the two sister transformers. The unit breaker experienced a fault some years ago, which placed high mechanical stresses on the transformer. This generally means loose windings, which can generate gas due to friction (called a thermal fault) by Rogers Ratios. Comparison with sister units reveals almost triple the ethane as the other two, and it is above the IEEE Condition 4. Gases are increasing slowly; there has been no sudden rate increase in combustible gas production. Notice the large increase in O2 and N2 between the first and second DGA and the large decrease between the second and third. This indicates that the oil sample was exposed to air (atmosphere) and that these two gases are inaccurate in the middle sample.